

Abstract
In this work, we use the treated PF-ADF(2 ∼ 3 mm) as the reinforcing body(fiber) and the biodegradable PBS as the matrix. The different treated PF-ADF were mixed with PBS particles according to the mass percentage of 20:80, and C-PBS, C-DF/PBS, C-ADF/PBS and C-KDF/PBS were prepared by molding process. The influence of surface treatment on the microstructure and physical properties of the fiber were discussed and the mechanical properties of the composites were compared. Also the biodegradability of the different composite was analyzed. The results showed that most of the non-cellulosic materials such as pectin were removed from C-DF, but a certain amount of pectin remains on the surface. The surface of C-ADF appeared 'S' groove, and the groove on C-KDF was good continuity and deep. Compared with C-DF, the tensile strength of C-ADF and C-KDF increased by 5.08% and decreased by 3.58% respectively. Compared with C-PBS, the tensile strength and bending strength of C-KDF/PBS increased by 48.32% and 25.97% respectively, and the tensile modulus and bending modulus increased by 146.45% and 128.3% respectively. The changes of biodegradability of C-DF/PBS, C-ADF/PBS and C-KDF/PBS composites were consistent, but the change of weightlessness rate of C-KDF/PBS was the smallest. The more degraded and uneven the surface of the composite, the more obvious the decrease in contact angle.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
Abbreviatuons
| phloem fiber of alchornea davidii franch | PF-ADF |
| PF-ADF with pretreatment | C-DF |
| PF-ADF with alkali treatment | C-ADF |
| PF-ADF with coupling agnet treatment | C-KDF |
| pure PBS thermoplastic sheet | C-PBS |
| C-DF reinforced PBS composite | C-DF/PBS |
| C-ADF reinforced PBS composite | C-ADF/PBS |
| C-KDF reinforced PBS composite | C-KDF/PBS |
1. Introduction
With the increasing attention to ecological environment by human beings, textile structural reinforced composites are favored by many industries [1, 2]. The reinforcement is selected from high-performance synthetic fiber to high-performance biomass natural fiber. Composite materials are used in a large number of industries such as machinery, home furnishing, and construction because of their light weight, excellent mechanical properties, degradability, and recyclability [3]. At present, the studied high-performance plant fibers include hemp fiber, bamboo fiber, mallow stem bark fiber, etc Lou Liqin et al prepared bamboo raw fiber reinforced polyurethane composites with good sound insulation properties [4]. Yang Fei et al prepared ternary hybrid composites with better performance by mixing jute fiber with bean curd residue and starch [5]. Fu Chenglong et al conducted a comparative study of bamboo fiber, flax fiber, and ramie fiber staple reinforced thermoplastic resin polypropylene composites [6]. Nishino et al studied the mechanical properties of kenaf fiber/polylactic acid(PLLA) composites, the hardness and modulus of the composites were higher than those of kenaf fiber and PLLA film itself. The stiffness of the kenaf fiber/PLLA composite material with a fiber content of 70% was basically the same as that of the conventional composite material[7]. Joseph et al studied the mechanical properties of short sisal fiber/polypropylene composites, the expansion of sisal fiber in pure polypropylene made the modulus of the composite material higher, and it increased with the increase of fiber accumulation [8]. Devi et al studied the flexibility and bendability of polyester composites by adjusting factors such as pineapple leaf fiber accumulation, fiber length and fiber surface to affect composite properties, the stiffness and Young's modulus of the composites increased with the increase of fiber content [9]. Sebe et al studied the use of resin transfer molding technology to simulate the bending effect of hemp fiber reinforced polyester composites, the bending deformation and flexural modulus of the composites at fracture increased with the increase of fiber content [10].Venkata et al studied the mechanical properties of kapok/sisal and its polyester-based hybrid fiber-reinforced composite materials and analyzed the hardness and bending properties of the kapok/sisal composite material [11]. Noorunnisa et al studied the compressive properties of sisal/silk unsaturated polyester composites with elasticity, bending and different fiber lengths. In addition, the researchers also considered the effect of acid-resistant treatment on the ductility, bending resistance and compressive properties of sisal/silk composites [12]. Lu Junhua et al found that alchornea davidii, as a common Euphorbia plant with strong survival ability, contains up to 45% ∼ 50% cellulose in its bast, and the extracted fiber spinnability index was similar to flax, jute, and other hemp fibers, which was a high-performance plant fiber and can be used for clothing materials, industrial ropes, etc [13, 14].
At present, the research on PF-ADF and its application in textile industry have not been reported yet. PBS(polybutylene succinate) as a matrix [15, 16], with mechanical properties comparable to those of common PE and PP, and good thermoplastic processing performance, is currently an ideal biodegradable reinforced composite matrix material [17, 18]. Therefore, the development of biodegradable PF-ADF reinforced PBS composites have important significance for the sustainable development of the environment. In this study, PF-ADF was prepared by the combination of physical and chemical pretreatment, which was treated with alkali and A-151 coupling agent respectively. With PF-ADF(2 ∼ 3 mm) as reinforcement and biodegradable PBS as matrix, C-PBS, C-DF/PBS, C-ADF/PBS and C-KDF/PBS were prepared by compression molding. The effects of surface treatment on the micro and physical properties of PF-ADF were discussed, the mechanical properties of boards were compared, and the degradability of three kinds of PF-ADF/PBS composites was analyzed.
2. Materials and methods
2.1. Experimental materials and equipment
Alchornea davidii was obtained from a forestry site in Sheyang(Jiangsu, China); Biodegradable resin PBS—polybutylene succinate particles(supplied by Ningbo Global Plastic Products Co.Ltd); NaOH(supplied by Cangzhou Zhenhong Chemical Products Co. Ltd); A-151 coupling agent(supplied by Nanjing Dymond Chemical Co.Ltd).
YG(B)026G type single fiber strength meter (supplied by Da Rong Textile Instrument Co. Ltd); Harker torque rheometer (supplied by Harker, Germany); flat plate vulcanizing machine (supplied by Qingdao Xincheng Yiming Machinery Co. Ltd); universal material testing machine (supplied by Tianjin Bolite Instruments & Equipment Co. Ltd); KYKY-EM6200 scanning electron microscope (supplied by Beijing Zhongke Keji Co. Ltd); FA1004B Balance (supplied by Zhengzhou Baojing Electronic Company); DM4000B/5000B Digital Microscope (supplied by Hong Kong Wanhao Technology Co. Ltd).
2.2. Pretreatment of PF-ADF
Because of the presence of more impurities in the self-taken alchornea davidii bast, the alchornea davidii bast was pretreated to ensure a good bonding effect between PF-ADF and the matrix. Pretreatment procedure: fiber wetting treatment (in preparation for microwave treatment) → microwave treatment [19] (water molecules can quickly penetrate into the fiber, resulting in rapid swelling of non-cellulosic substances and dissolution of soluble impurities; the non-soluble impurities cause severe friction due to microwave to reduce the adhesion between them and cellulose) → mechanical impact opening (cleaning the outer skin, opening the bast, Conducive to the penetration of treatment agent) → alkali pretreatment [20, 21] (low concentration of alkali liquor causes the non-cellulosic substances such as pectin and hemicellulose which are easy to be removed on the surface of bast to hydrolyze and be dissolved out from the surface of fiber) → acid washing (to neutralize the alkali liquor remaining on the surface of the bast) → water washing (to further remove the non-cellulosic substances remaining on the surface of fiber) → dehydration → defibrination [22] (beating and opening PF-ADF) → water washing (finally to remove the residual gum and impurities) → drying (for standby).
2.3. Alkali treatment of C-DF
The pretreated PF-ADF were carded into a fluffy state by a combing needle, an alkali treatment solution was prepared, NaOH was dissolved in deionized water according to the mass fraction of 8 percent, the fluffy C-DF were placed in the alkali treatment solution after being fully dissolved, the fluffy C-DF were taken out after being immersed for 2 h under the condition of normal temperature, C-DF were neutralized and washed in a dilute sulfuric acid solution, and C-DF were washed with clear water, dried after being squeezed, C-DF with alkali treatment were placed in a constant temperature drying box at 85 °C and dried for standby [23, 24].
2.4. Coupling agent treatment of C-DF
A certain mass of PF-ADF after pretreatment was selected and weighed, and 2 times of mass of deionized water was prepared, and the pH value was adjusted to about 5 with glacial acetic acid. Add silane coupling agent A-151 while stirring in the above mixed solution. After it was completely dissolved, add anhydrous ethanol while stirring until the mass percentage of coupling agent in the solution reaches 3%. Immerse the selected PF-ADF in the mixed solution of coupling agent for 40 min, wash it with clear water, take it out and squeeze it out, and put it in a constant temperature drying box at 85 °C for later use [25, 26].
2.5. Preparation of C-DF, C-ADF, C-KDF reinforced PBS composites
Uniformly cutting fiber into 2 ∼ 3 mm and drying in a constant temperature drying box at 105 degc for 2 ∼ 3 h; The staple fiber and PBS particles were mixed in Huck torque rheometer according to the mass ratio of 20:80 [27–29]. The process parameters of Huck torque rheometer were: internal mixing temperature of 110 °C, screw rotation speed of 85 r min−1, mixing time of 20 min, and the mixture was completely cooled for later use. Before the preparation of the composites, in order to avoid the influence of moisture absorption by fibers on the forming of the composites, the above mixture was dried in a constant temperature drying box at 105 °C for 2 h, and then quickly placed in a flat vulcanizing machine for lamination forming. The process parameters of the flat vulcanizing machine were as follows: temperature of 130 °C, pressure of 18MPa, lamination time of 30 min [30, 31].
2.6. Performance test
The fiber fineness was measured according to GB/T 6100-2007(China) using the middle cut weighing method, the moisture regain was tested according to ASTM D2654:1989, and the tensile property was tested according to GB/T 35378-2017(China) [32–34]. The micro-morphology of the fiber was characterized by SEM scanning electron microscope. The tensile fracture surface of the composite was taken and characterized by SEM scanning electron microscopy after gold spraying on the surface. The surface morphology of the composites after biodegradation was observed under a digital microscope.
The tensile properties of different composites were tested according to ISO 527-4:1997 [35–37], and the bending properties were tested according to ISO 14125:1998 [38–40]. The biodegradability of the composites was characterized by degrading the composites by a natural method of soil (including compost) embedding, wherein each composite sample was taken as 1 cm * 2 cm, the composite sample was weighed on an electronic balance with one over ten thousand precision firstly and then embedded into soil with the same depth, the composite after degradation was taken out after 8 days, 16 days, 24 days, 32 days, 40 days and 48 days, the composite after degradation was washed by deionized water, dried and weighed, and the weight loss rate of the composite after natural degradation was calculated by the calculation formula as follows:

In the above formula, M1 is the weight of composite before degradation, and M2 is the weight of composite after biodegradation.
CA on the composite was observed by the EASYDROP Contact Angle Measuring System (Kruss, Germany). All measurements were repeated at least three times, and results are reported as mean value.
3. Results and analysis
3.1. Microstructure of C-DF, C-ADF and C-KDF
After microwave and degumming pretreatment, we obtain bio-fiber(PF-ADF) which is similar to hemp fiber in appearance and hand feeling, as shown in figure 1. The SEM of C-DF, C-ADF, C-KDF were shown in figure 2. In figure 2(a), most of the pectin and other non-cellulose materials were removed from the surface due to hydrolysis under the action of low alkali concentration, but a certain amount of pectin still remained on the surface of PF-ADF; in figure 2(b), the pectin on the surface of C-ADF was basically removed. At the same time, many parallel grooves appeared on the surface of C-ADF, and some grooves were similar to 'S' shape. These new changes in microstructure are due to the fact that the rotation angle of microfibrillar was reduced after pectin and hemicellulose were separated and hydrolyzed by alkali, which leads to the etching of fiber surface. In figure 2(c), the pectin substances on the surface were removed while the grooves on the surface of C-KDF were more obvious, with good continuity and deeper depth, and this change in surface microstructure was based on the hydrolysis between A-151 silane coupling agent and ethanol to produce silanol, which was capable of dehydration effect with the hydroxyl group (−OH) on the surface of C-KDF, thus forming a new chemical bond.
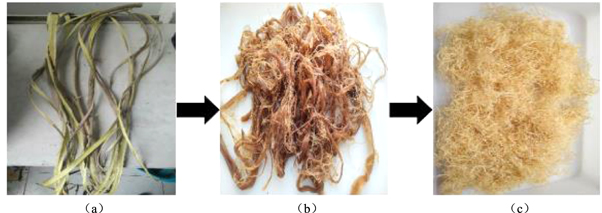
Figure 1. Appearance picture of pretreatment about PF-ADF:(a) no treatment; (b) microwave treatment; (c) degumming pretreatment.
Download figure:
Standard image High-resolution image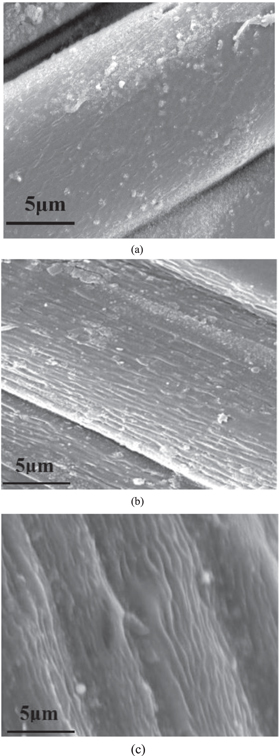
Figure 2. SEM photographs of fiber: (a)C-ADF-5000times; (b) C-ADF-5000times;(c) C-KDF-5000times.
Download figure:
Standard image High-resolution imageThe above results can be verified by the analysis results of the infrared spectrum of the fiber. The infrared spectrograms of C-DF, C-ADF and C-KDF are shown in figure 3. The absorption peak of –OH group at 3400 ∼ 3200 cm−1 decreased slightly about C-ADF and C-KDF. At the same time, the vibration absorption peak of hemicellulose at 1740 cm−1 about C-ADF and C-KDF were weakened, especially the latter was weakened more significantly. It can be seen that the hydroxyl groups of the hemicellulose and cellulose react with alkaline solution and A-151 to be removed. In addition, the absorption peak at 2916 cm−1 of C-ADF increased, but the absorption peak at 2916 cm−1 of C-KDF slightly weakened. The reason is that the alkali treatment dissolves the hemicellulose and also exposes the cellulose more to the surface of the fiber. The silanization of the fiber forms a layer of resin-philic molecules on the surface of C-KDF while sealing the hydroxyl group.
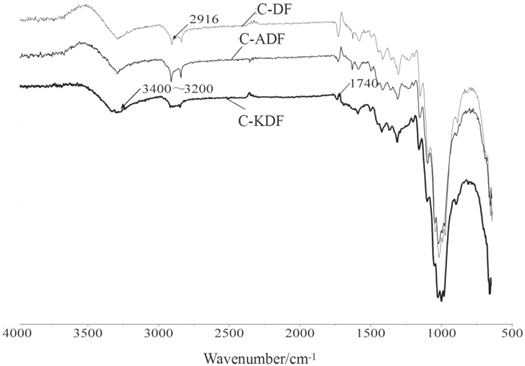
Figure 3. Infrared spectrograms of C-DF, C-ADF and C-KDF.
Download figure:
Standard image High-resolution image3.2. Physical properties of C-DF, C-ADF and C-KDF
The physical properties of C-DF, C-ADF, and C-KDF were tested, and the results were shown in table 1. Compared with C-DF, it can be seen from table 1 that the hygroscopicity of C-ADF and C-KDF decreases, because alkali treatment removes non-cellulose substances such as pectin with good hygroscopicity, on the other hand, alkali can generate new binding bonds with the hydrophilic group hydroxyl on the surface of fiber, forming alkali cellulose; In the process of coupling agent treatment, silanol hydrolyzed between coupling agent and ethanol and hydroxyl group (–OH) on the surface of PF-ADF produce condensation reaction to form hydrogen bond, which also makes the number of hydroxyl groups on the surface decrease rapidly. The decrease of hygroscopicity(less water content) is very beneficial to thermoplastic molding between fiber and PBS matrix. Compared with C-DF, the fineness of C-ADF decreased obviously, but the tensile strength increased by 5.08%, while the tensile strength of C-KDF decreased by 3.58%. The reason is that pectin and lignin on the surface or inside of PF-ADF dissolved in water due to hydrolysis after alkali treatment, which made the fiber diameter gradually thinner, the freedom of movement between cellulose macromolecular chains increased at this time and the arrangement of them is more compact, as a result, the amorphous region in the fiber will gradually straighten out and gradually transform into crystalline region [16], so the irregular arrangement of cellulose macromolecules and the crystallinity will be improved, and hydrogen bonds will occur between cellulose macromolecules; However, after the coupling agent treatment, various non-cellulose substances on the fiber surface can be removed, but new chemical components are formed on the surface of PF-ADF due to the coupling agent polycondensation reaction, so the molecular weight is increased. In addition, the number of hydrogen bonds formed between cellulose macromolecular chains is obviously reduced, which make the chemical bonding force between cellulose macromolecular chains being deccreased.
Table 1. Physical properties of C-DF, C-ADF and C-KDF.
| Samples | Moisture regain/% | Fineness/dtex | Tensile strength/MPa | Tensile modulus /GPa | Tensile elongation/% |
|---|---|---|---|---|---|
| C-DF | 9.87 ± 0.78 | 16.34 ± 1.36 | 341.78 ± 12.6 | 11.87 ± 1.23 | 3.48 ± 0.53 |
| C-ADF | 8.96 ± 0.52 | 14.57 ± 1.06 | 358.13 ± 14.1 | 9.36 ± 1.06 | 3.71 ± 0.49 |
| C-KDF | 8.53 ± 0.47 | 14.81 ± 0.97 | 329.54 ± 15.7 | 9.13 ± 1.17 | 3.35 ± 0.48 |
3.3. Tensile strength and bending strength of composites
The tensile strength and bending strength of C-PBS, C-DF/PBS, C-ADF/PBS and C-KDF/PBS were shown in table 2. The tensile strength-strain curves of the above composites were shown in figure 4.
Table 2. Tensile strength and bening strength of different composites.
| Samples | Tensile strength/Mpa | Bending strength/Mpa |
|---|---|---|
| C-PBS | 17.01 ± 1.23 | 30.98 ± 2.75 |
| C-DF/PBS | 19.78 ± 1.46 | 35.67 ± 3.18 |
| C-ADF/PBS | 22.15 ± 2.14 | 37.34 ± 3.23 |
| C-KDF/PBS | 25.23 ± 2.56 | 38.97 ± 3.46 |

Figure 4. Chemical reaction between A-151 silane coupling agent and PF-ADF.
Download figure:
Standard image High-resolution imageIt can be seen from table 2 that the tensile strength and bending strength of C-PBS are the lowest, and the strength of the composites adding fiber are improved. Compared with C-PBS, the tensile strength and bending strength of C-DF/PBS increased by about 16.28% and 15.14% respectively, and the C-KDF/PBS increased the most, with the tensile strength and bending strength increased by about 48.32% and 25.97% respectively.
This is because a large amount of gum on the surface of C-DF is removed after pretreatment, and the bonding effect between fiber and PBS matrix is improved, but the existence of residual gum keeps the interface seperation. After alkali treatment, not only the gum has been basically removed, but also many grooves have been produced on C-ADF surface. This change of surface microstructure greatly increases the contact opportunity between fiber and matrix, and the matrix is easily immersed into the groove. After curing, the mechanical locking force(f) between matrix and fiber is strengthened, the interface effect between matrix and fiber is weakened, and the bonding effect between matrix and fiber is strengthened. After silane coupling agent treatment, the locking force between matrix and fiber is greater than that of alkali treatment because the grooves on the surface are deeper and more regular. After the coupling agent treatment, new chemicals are produced on the surface of C-KDF, as shown in figure 4, and the new functional group can produce polymerization reaction with another functional group (–C2H2–) in the PBS matrix [39, 40], which makes PF-ADF and the PBS matrix form an interrelated whole. The three kind of composites can be abstractly represented in figure 5.
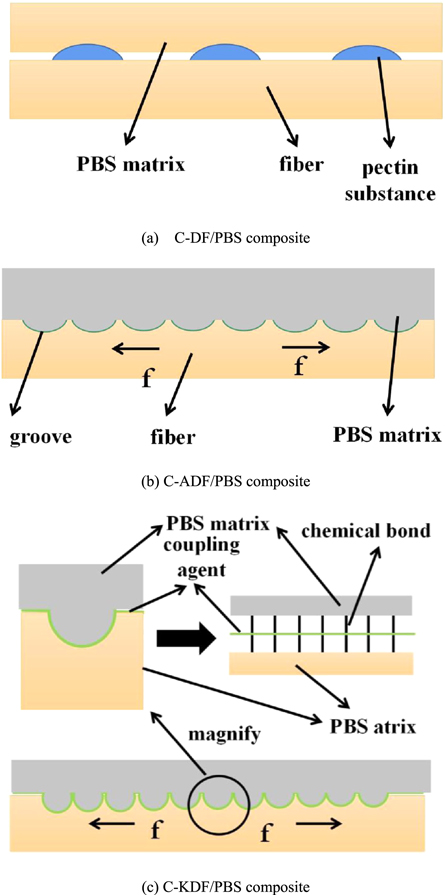
Figure 5. Analog structure diagram of different composites.
Download figure:
Standard image High-resolution imageThe stress-strain curves of different composites are shown in figure 6. It can be seen from figure 6 that the tensile strength of C-PBS is far inferior to that of PF-ADF/PBS composites, but it showed a higher breaking elongation. Compared with C-PBS, the tensile state of PF-ADF/PBS composites has changed significantly. The area under the stress-strain curve of C-DF/PBS is the largest, while that of C-KDF/PBS is the largest. which means that the composite absorbs more energy during the failure process. The larger the area, the greater the energy absorption of the composite during the failure process, which is related to the enhancement of the bonding effect between the fiber and the matrix, and the non-slippage between the fiber and the matrix contributes more to the mechanical properties.
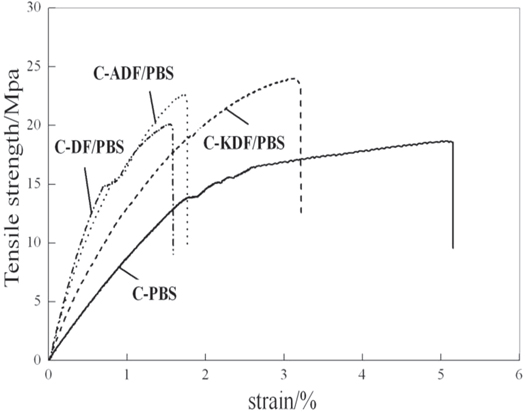
Figure 6. Stress-strain curves of different composites.
Download figure:
Standard image High-resolution image3.4. Modulus of composites
The modulus of different composites are shown in table 3. It can be seen from table 3 that the tensile modulus and flexural modulus of C-PBS are relatively low, and the modulus of the composites is improved after adding various PF-ADF, but the modulus of C-DF/PBS is least improved, and the modulus of C-KDF/PBS is most improved. Compared with C-PBS, the tensile modulus and flexural modulus of C-KDF/PBS are increased by about 146.45% and 128.30% respectively. Modulus refers to the ability of composite to resist deformation under external load. If the modulus value is larger, it indicates that composites are less likely to deform under tensile or bending force.
Table 3. Modulus of different composites.
| Samples | Tensile modulus/Gpa | Bending modulus/Gpa |
|---|---|---|
| C-PBS | 0.71 ± 0.16 | 0.53 ± 0.18 |
| C-DF/PBS | 1.46 ± 0.34 | 0.98 ± 0.20 |
| C-ADF/PBS | 1.63 ± 0.38 | 1.12 ± 0.26 |
| C-KDF/PBS | 1.75 ± 0.32 | 1.21 ± 0.29 |
After pretreatment, C-DF and the PBS matrix are easy to slip during stretching or bending because of the residual gum. After alkali treatment, the mechanical locking is formed between C-ADF and the PBS matrix due to surface etching. When the composite is subjected to external force, the mechanical locking force increases the sliding resistance between the fiber and the matrix, so the composite is not easy to deform [4]. After being treated with coupling agent, the slip resistance caused by the locking force increased, and the new chemical bond between silane coupling agent, PBS and C-KDF; the intermolecular force also hindered the slip deformation between C-KDF and matrix.
3.5. Fracture toughness of composites
The elongation at break of C-PBS, C-DF/PBS, C-ADF/PBS, C-KDF/PBS were 5.67%, 3.58%, 2.79% and 1.64%, respectively, which indicated that the tensile elongation at break of C-PBS was the highest, and the elongation at break of composites decreased after adding PF-ADF, among which the elongation at break of C-KDF/PBS decreased the most, while C-DF/PBS decreased the most. The change of elongation at break is related to the tensile deformation of composites. The composites have the strongest resistance to deformation due to the dual effects of new chemical bonds and physical obstacles after being treated with coupling agent. The C-KDF/PBS break directly when bearing the maximum external force. After pretreatment of PF-ADF, the bonding effect between C-DF and PBS matrix is very poor, and it is easy to slip away between C-DF and PBS matrix when subjected to external force, resulting in matrix fracture [41].
3.6. Section analysis of composites
Figure 7 is the cross-sectional view of different composites. It can be seen from figure 6 that when the composite was strenched and broken, C-DF has obvious gap with PBS matrix, and the bonding effect between C-DF and matrix is poor. But after alkali treatment and coupling agent treatment of C-DF, the bonding effect between fiber and matrix is good, not only the gap between PF-ADF and matrix is obviously reduced, but also there is obvious matrix on the fiber surface. These results proves that the alkali treatment and the coupling agent treatment do indeed improve the bonding performance between the fibers and the matrix. The enhancement of bonding effect will also have a certain impact on its biodegradation [42, 43].
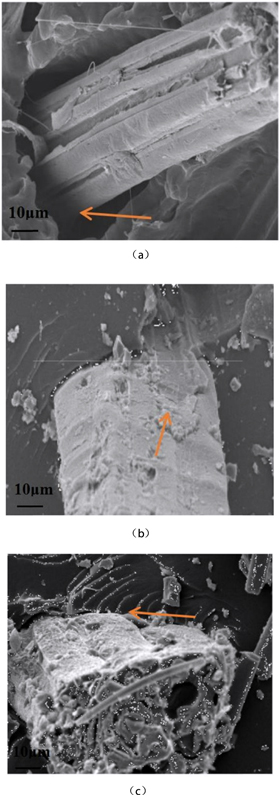
Figure 7. SEM of gap structure between fiber and matrix: (a) C-DF/PBS-200times; (b) C-ADF/PBS-200times; (c) C-KDF/PBS-200time.
Download figure:
Standard image High-resolution image3.7. Biodegradability of composites
The change of weight loss rate of the composites are shown in figure 8. It can be seen from figure 8 that the changing trends of the weight loss rate about different composites were consistent. With the prolongation of time, the weight of the composites gradually decreased becasue of microorganisms. The change amplitude of the weight loss rate of C-KDF/PBS was the smallest, while that of C-DF/PBS was the largest. The degradation speed of C-DF/PBS was significantly accelerated after 40 days, which could be judged from curve inclination angle in figure 6. The difference in degradation rate was due to the structural difference of the composites. When the composite was embedded in the soil, due to the better bonding effect between the fiber and the matrix, the microorganism was difficult to invade the inside of the composite, so that the biodegradation speed is reduced. In order to clearly show the surface morphological changes of the composite after biodegradation, the surface morphology and thes urface contact angle of the composites before and after biodegradation were shown in figure 9. It can be seen from figure 9 that because of the invasion and decomposition of microorganisms in the soil on the composite [44], the surface of the composite was uneven, which lead to the different reflecting effects. The micro-morphology of C-KDF/PBS taken out at 24 days showed that the surface was relatively flat and there was no obvious recess. However, several obvious recesses had appeared on the surface of C-DF/PBS. According to the microscopic morphology of the composite taken out again after 48 days, many blocky recesses were observed on the surface of the C-DF/PBS, while the numbers of recess on the surface of C-ADF/PBS and C-KDF/PBS were increased, but the depth was not significant. The surface morphology of the above composites can also be indirectly reflected from the testing results of the contact angle. Before biodegradation, the contact angles of the three composites were basically close, showing very good water repellency, but after biodegradation, The contact angle of C-DF/PBS decreased the fastest, while the contact angle of the C-KDF/PBS was the slowest, indicating that the more degraded and uneven the surface of the composite, the more obvious the decrease in contact angle [45].
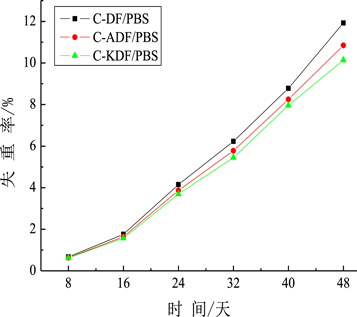
Figure 8. The weightlessness rate-time curve about different composites.
Download figure:
Standard image High-resolution image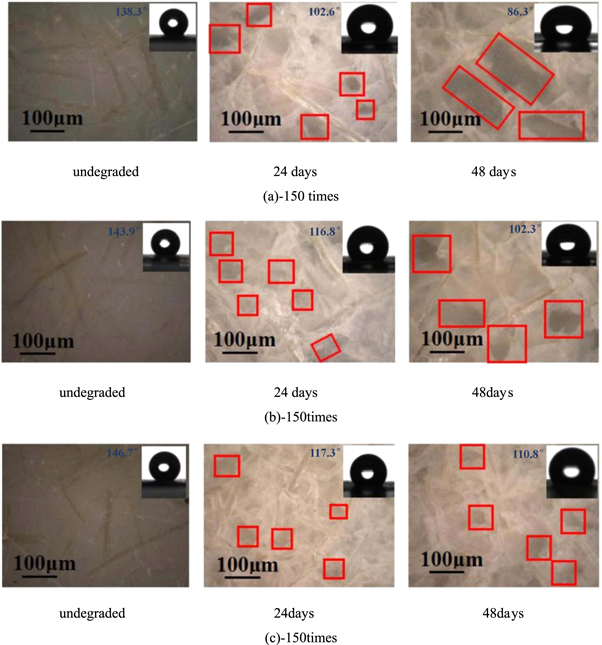
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 9. Surface morphology after biodegradation about different composites: (a) C-DF/PBS; (b) C-ADF/PBS; (c) C-KDF/PBS.
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusions
After pretreatment, most of the pectin and other non-cellulose materials were removed from the surface of PF-ADF; the surface of C-ADF appeared parallel and similar to 'S' shaped grooves; the grooves on the surface of C-KDF were continuous and deeper. Compared with C-DF, the hygroscopicity of C-ADF and C-KDF decrease; the fineness of C-ADF decreased obviously, but the tensile strength increased by 5.08%, while the tensile strength of C-KDF decreased by 3.58%.
Compared C-PBS, the tensile and flexural strengths of C-DF/PBS increased by 16.28% and 15.14%, respectively; the tensile and flexural strengths of C-KDF/PBS increased by 48.32% and 25.97%, respectively, while the tensile and flexural modulus increased by 146.45% and 128.30%, respectively. The tensile elongation at break of C-PBS was the largest, and the elongation at break of C-DF/PBS, C-ADF/PBS and C-KDF/PBS was reduced, while the decrease in elongation at break of C-KDF/PBS was the largest.
The changes of biodegradability of C-DF/PBS, C-ADF/PBS and C-KDF/PBS were consistent, and the weight of them decreased gradually with time, but the changes of weight loss of C-KDF/PBS were the least, and the changes of weight loss of C-DF/PBS were the most. After 48 days of degradation, the surface of C-DF/PBS showed blocky depressions, while the numbers of depressions on the surface of C-ADF/PBS and C-KDF/PBS were increased, but the depth was not significant. The more degraded and uneven the surface of the composite, the more obvious the decrease in contact angle.
Acknowledgments
Lei Zhao and Weiqing Jiang are co-first authors of the article. The work is funded by Integration Platform of Industry and Education of Jiangsu Higher Vocational Education (Jiangsu Vocational Education 2019. No 26), the project supported by scientific research fund of Yancheng Polytechnic College(ygy2008), Jiangsu High Vocational College Academic Leaders High-end Research and Training. The work is also funded by Deeply Intergrated Training Platform of Industry and Education of Jiangsu Higher Vocational Education(Jiangsu Higher Education 2016. No 19), Qing Lan Project of Jiangsu Colleges and Universities for Young Academic Leaders(Jiangsu Teachers' letter (2020) No. 10), the Integration Platform of Industry and Education of Jiangsu Higher Vocational Education(Grant number: Jiangsu Vocational Education 2019. No 26), Jiangsu Province Higher Vocational Education High-level Major Group Construction Project-Modern Textile Technology Major Group.
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).